Роботизированная сварка MIG ----Решение для сварки столбов уличных фонарей
Индекс
1. Информация о заготовке
2. Обзор решения для роботизированной сварки
3. Процесс решения роботизированной сварки
4. Конфигурация оборудования роботизированного решения
5. Основная функция 6. Введение оборудования
7. Установка, ввод в эксплуатацию и обучение
8. Проверка и приемка
9. Экологические требования
10. Гарантия и послепродажное обслуживание
11. Документация, прилагаемая к доставке
Видео о применении роботизированной сварки
1, информация о заготовке
-Диаметр сварочной проволоки: Ф1,2 мм
-Сварочный процесс: сварка в среде защитного газа/сварка MIG
-Тип сварного шва: тип прямой линии, тип круга
-Защитный газ:99% СО2
-Метод работы: ручная загрузка и разгрузка, роботизированная автоматическая сварка
-Ошибка установки:≤ 0,5 мм
-Очистка пластин :на сварном шве виден металлический блескв пределах удвоенной высоты сварного шва с обеих сторон
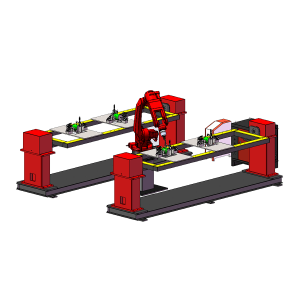
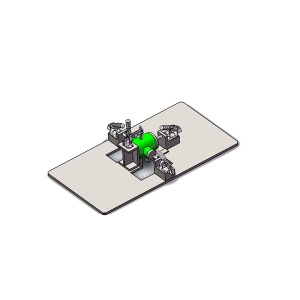
2. Обзор решения для роботизированной сварки
Чтобы повысить эффективность работы, в соответствии с фактическим состоянием заготовки, фабрика Honyen предоставит набор сварочных роботов, которые можно заменить различными инструментами для совместимости с различными продуктами.Рабочая станция состоит из модели робота: сварочный робот HY1006A-145, источник сварочного тока, специальная сварочная горелка для робота, электрический шкаф управления и кнопки, чиллер с водяным охлаждением, двойные позиционеры рабочей станции, приспособления для инструментов, защитное ограждение (опционально) и другое. части.
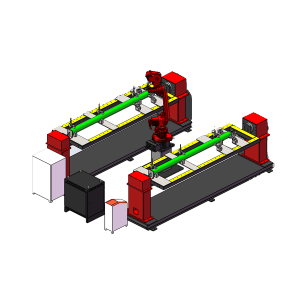
3,Введение в макет роботизированной рабочей станции Mig Welding
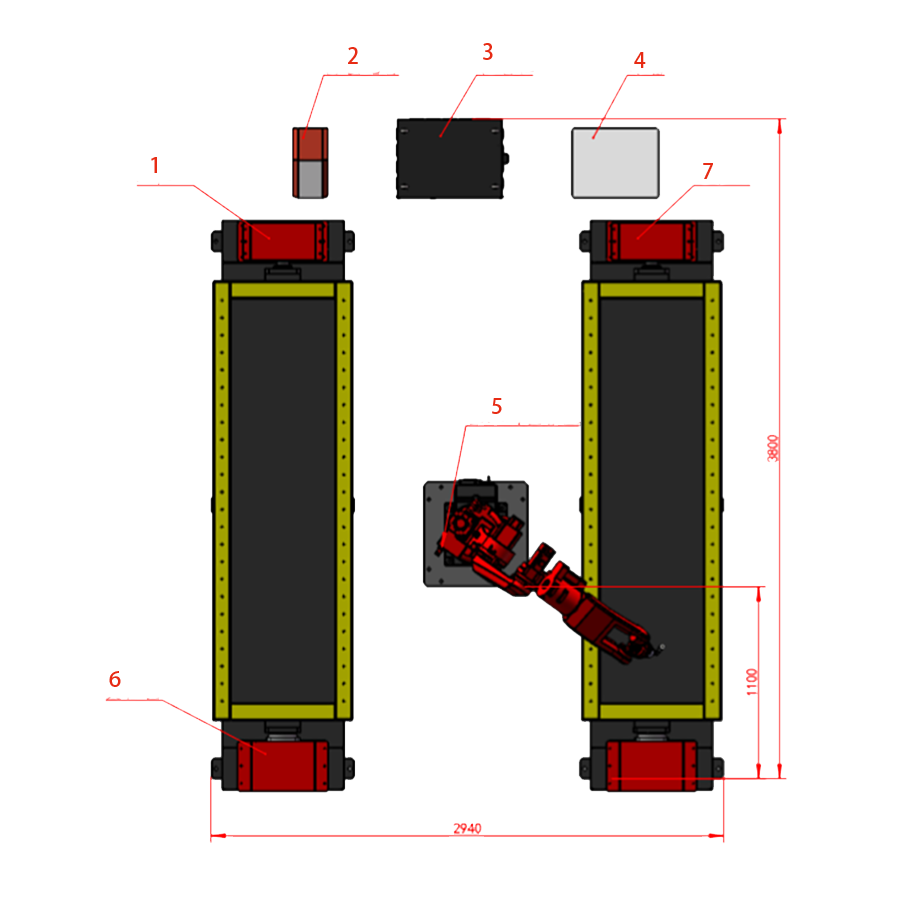
Рабочая станция для роботизированной дуговой сварки Honyen Компоновка
1, рабочая станция 1
2, источник сварочного тока
3, контроллер робота
4, чиллер с водяным охлаждением
5, Робот для дуговой сварки Honyen, HY1006A-145
6, позиционер
7, рабочая станция 2
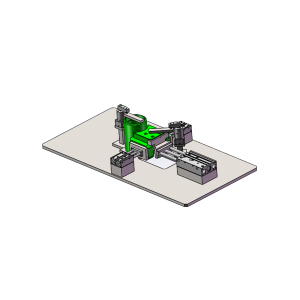
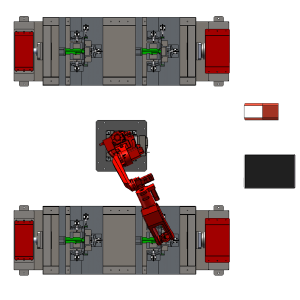
Крепления частей электрических столбов
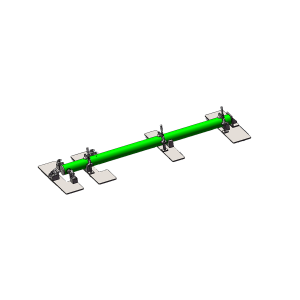
Крепления частей электрических столбов 2
Решения для роботизированной сварки Макет 1
Запчасти для электрических столбов Светильники 3
Решения для роботизированной сварки Макет 2
Решения для роботизированной сварки Макет 3
4. Процесс решения роботизированной сварки I. Оператор загружает заготовку на станцию 1, после загрузки и зажима.Оператор нажимает кнопку запуска резервирования робота 1, и робот начинает автоматическую сварку;
II.Оператор идет на станцию 2 для загрузки заготовки.После загрузки заготовки оператор нажимает кнопку запуска резервирования робота 2 и ждет, пока робот закончит сварку;
III.После того, как робот закончит сварку на станции 1, он автоматически выполняет программу станции 2;
Ⅳ.Затем оператор выгружает заготовку на станции 1 и загружает новую заготовку;
V. цикл по порядку.
5. Конфигурация оборудования роботизированного решения
| Вещь | Модель | Количество | Бренд | Примечания | ||
| 1 | 1.1 | Тело робота | HY1006A-145 | 1 комплект | Хоньен | Включая корпус робота, шкаф управления, обучающий программатор |
| 1,2 | Шкаф управления роботом | 1 комплект | ||||
| 1,3 | Источник сварочного тока | 1 комплект | Хоньен | Сварщик | ||
| 1,4 | водный танк | 1 комплект | Хоньен | |||
| 1,5 | Сварочная горелка с водяным охлаждением | 1 комплект | Хоньен | |||
| 2 | 1 осевой позиционер | HY4030 | 2 комплекта | Хоньен | 2,5 м, нагрузка 300 кг, номинальная выходная мощность 1,5 кВт | |
| 3 | Электрическая станция управления | 2 комплекта | Хоньен | |||
| 4 | Системный дизайн, интеграция и программирование | 1 комплект | Хоньен | |||
| 5 | Ограждение безопасности | 1 комплект | Хоньен | По желанию | ||
6. Основная функция Для обеспечения качества и эффективности сварки роботизированная система оснащена отличной функцией самозащиты и базой данных дуговой сварки.Основные функции следующие:
Возобновить исходный путь: когда поток защитного газа ненормальный, сварочная проволока израсходована и временно остановлена во время сварки, команда «продолжить сварку» может быть вызвана непосредственно после устранения неполадок, и робот может автоматически продолжить сварку из любого положения в подвешенное положение.
Обнаружение и прогнозирование неисправностей: после возникновения тревоги робот получает данные от управляющего устройства, определяет неисправные детали и, в свою очередь, выдает список деталей с высокой степенью неисправности, отображает последовательность замены и диагностики компонентов на компьютере, который можно просмотреть на месте с помощью обучающего пульта.Кроме того, компьютер регулярно получает рабочие данные от робота, анализирует полученные данные, оценивает, является ли рабочее состояние робота нормальным, и предлагает пользователю устранить предстоящую неисправность.
Функция предотвращения столкновений: при столкновении сварочной горелки робота с внешними объектами устройство предотвращения столкновений робота срабатывает для защиты сварочной горелки и корпуса робота.
База данных экспертов: задав в программе необходимые условия сварки, эта система может автоматически выполнить компоновку сварного шва и настройку соответствующих параметров сварки.
Преподавание и программирование: реализуйте программирование на месте с помощью обучающего пульта.
Тканая сварка: во время процесса сварки робот может выполнять не только обычный круговой сварной шов, но и тип Z.Это помогает роботу реализовать функцию сварки качанием в соответствии с формой заготовки, чтобы увеличить ширину сварного шва с прочностью сварки и хорошими характеристиками сварки.
Отображение состояния: робот может отображать рабочее состояние всей роботизированной системы с помощью пульта обучения, включая состояние работы программы, изменения параметров процесса сварки, изменения системных параметров, текущее положение робота, записи истории выполнения, сигналы безопасности, записи сигналов тревоги и т. д., чтобы клиенты могли своевременно понимать состояние роботизированной системы и заранее предотвращать проблемы.
Входные/выходные файлы: системные файлы робота и программные файлы в системе робота могут храниться на SD-карте внутри контроллера робота, а также могут быть сохранены на внешнем оборудовании.Программы, написанные с помощью автономного программного обеспечения для программирования, также могут быть загружены в контроллер робота. Это помогает клиентам регулярно создавать резервные копии системных файлов. В случае возникновения проблемы в системе робота эти резервные копии могут быть восстановлены для решения проблем робота.
7, введение оборудования HY1006A-145 — высокопроизводительный робот с интеллектуальными функциями.Подходит для сварки и резки в среде защитного газа.Его характеристики - легкий вес и компактная структура.
Для электродуговой сварки компания Honyen успешно разработала легкую и компактную руку, которая не только обеспечивает первоначальную надежность, но и обеспечивает превосходную экономическую эффективность.
Honyen использует самую передовую сервотехнологию, которая может повысить скорость и точность движения робота, свести к минимуму вмешательство оператора и повысить эффективность работы при сварке и резке в среде защитного газа.
| Ось | Полезная нагрузка | Повторяемость | Мощность | Окружающая среда | Масса | Монтаж |
| 6 | 10 | 0,08 | 6,5 кВА | 0 ~ 45 ℃ 20 ~ 80% относительной влажности (без влажности) | 300 кг | Земля/Потолок |
| Диапазон движения J1 | J2 | J3 | J4 | J5 | J6 | IP-уровень |
| ±170° | +80°~-150° | +95°~-72° | ±170° | +115°~-140° | ±220° | IP54/IP65 (запястье) |
| Максимальная скорость J1 | J2 | J3 | J4 | J5 | J6 | |
| 158°/с | 145°/с | 140°/с | 217°/с | 172°/с | 500°/с |
Полный китайский рабочий интерфейс, который можно изменить на английский с помощью полной клавиатуры.
Поддержка различных коммуникаций, включая интерфейс ввода-вывода, Modbus, Ethernet и т. д.
Поддержка соединений с несколькими роботами и другим внешним оборудованием
Цветной сенсорный экран большого размера
Настроенное устройство предотвращения столкновений, защищающее руку робота и уменьшающее помехи
Управление движением робота обеспечивает оптимальное планирование пути
Сотни встроенных наборов функций и функций упрощают программирование
Через SD-карту удобно создавать резервные копии и копировать данные
Позиционер
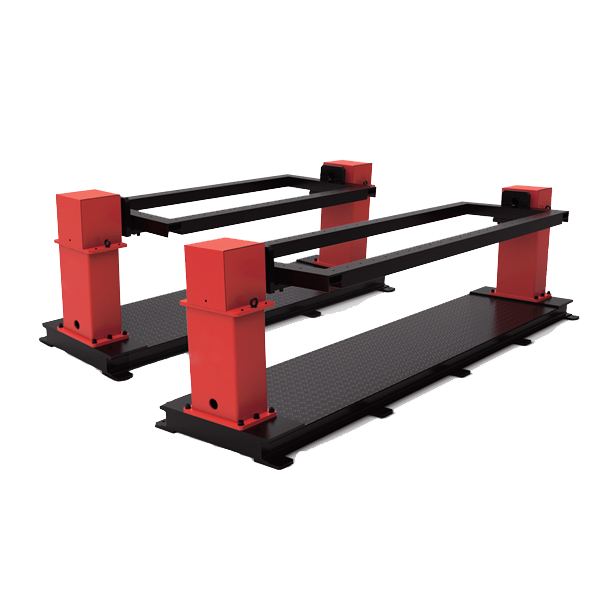
Позиционер с двойной опорой Honyen Head-tail, который используется для вращения заготовки, взаимодействия с роботом, достижения хорошего положения для сварки и достижения хороших сварочных характеристик.
Источник сварочного тока

Megmeet Ehave cm 500h / 500 / 350 series полностью цифровой промышленный аппарат для тяжелых нагрузок * CO2 / MAG / MMA интеллектуальный сварочный аппарат
8. Установка, ввод в эксплуатацию и обучение
Перед поставкой роботизированная система будет собрана и полностью протестирована в нашей компании.Клиент доставляет свои детали в нашу компанию для пробной сварки и предварительной приемки перед поставкой.Во время предварительной приемки операторы Заказчика проходят начальную техническую подготовку.
План установки и технические требования будут представлены заказчику за 15 дней до установки, и заказчик должен провести своевременную подготовку в соответствии с требованиями.Наша компания направит инженеров для выполнения монтажа и пуско-наладки системы на объекте пользователя.При условии обеспечения заказчиком достаточного количества пусконаладочных изделий время от программирования пуско-наладки, обучения персонала до серийного опытного производства не должно превышать 10 дней.Наша компания обучает пользователей программированию, эксплуатации и обслуживанию робототехнических систем для клиентов, и обучаемые должны иметь базовые знания компьютера.
Во время установки и ввода в эксплуатацию заказчик должен предоставить необходимые инструменты, такие как подъемное оборудование, вилочный погрузчик, кабели, ударная дрель и т. д., а также предоставить временную помощь во время разгрузки и установки.
Наша компания отвечает за руководство, установку, ввод оборудования в эксплуатацию и обучение оператора.Наша компания несет ответственность за техническое обслуживание и обучение эксплуатации.Эксплуатировать и обслуживать оборудование оператор будет самостоятельно.Содержание обучения: принцип структуры оборудования, устранение общих электрических неисправностей, введение в основные инструкции по программированию, навыки программирования и методы программирования типовых частей, введение и меры предосторожности при работе с панелью управления оборудованием, практика эксплуатации оборудования и т. д.
9. Проверка и приемка
Предварительная приемка осуществляется в нашей компании с участием соответствующих работников обеих сторон.Во время предварительной приемки заготовки должны быть проверены в соответствии с точностью заготовки, предоставленной заказчиком. Только квалифицированная заготовка должна быть сварена, и должен быть выдан отчет об испытаниях перед приемкой.После завершения приемки робот должен быть доставлен.Для обеспечения предварительной приемки будет предоставлено 3 заготовки для нормального производства.
10.требования к окружающей среде Требования безопасности: газ и запасные части, используемые пользователями, должны соответствовать соответствующим национальным стандартам.
Источник воздуха должен быть установлен на открытом воздухе, на расстоянии не менее 15 м от огня и не менее 15 м от газа и кислорода.Источник воздуха должен поддерживать хорошие условия вентиляции и находиться в прохладном месте, защищенном от ветра.
Все газовые контуры должны быть проверены перед использованием робота.Если есть утечка воздуха, ее необходимо устранить, чтобы убедиться в отсутствии ошибки.
при регулировке давления и замене газового баллона на руках у оператора не должно быть масляных пятен.
влажность окружающей среды: обычно влажность окружающей среды составляет 20% ~ 75% относительной влажности (в случае отсутствия конденсации);Кратковременно (в течение 1 месяца) относительная влажность менее 95% (иногда без конденсации).
сжатый воздух: 4,5 ~ 6,0 кгс/см2 (0,45-0,6 МПа), фильтрующее масло и вода, ≥ 100 л/мин
Фундамент: минимальная прочность бетона C25, минимальная толщина фундамента 400 мм.
вибрация: держитесь подальше от источника вибрации
электропитание: электропитание всего производимого электрического и электронного оборудования осуществляется трехфазным переменным напряжением 50 Гц (± 1) и 380 В (± 10%) для обеспечения первичного заземления источника питания.
Услуги на месте, предоставляемые клиентами:
все необходимые приготовления перед поставкой, такие как фундамент, необходимые сварочные работы, фиксация вспомогательных инструментов и т. д.
разгрузка и транспортировка на объекте заказчика.
11. Гарантия и послепродажное обслуживание Гарантийный срок источника сварочного тока 12 месяцев.
Гарантийный срок на корпус робота составляет 18 месяцев.
В случае отказа или повреждения при нормальном использовании и в течение гарантийного срока наша компания может бесплатно отремонтировать или заменить детали на условиях поставки EXW (за исключением расходных материалов, продуктов для технического обслуживания, защитных трубок, световых индикаторов и других расходных материалов, специально предназначенных для этого нашей компанией).
Для уязвимых частей без гарантии наша компания обещает нормальный срок службы и цену поставки уязвимых частей, а оборудование имеет стабильный канал поставки оборудования до пяти лет.
По истечении гарантийного срока наша компания будет продолжать оказывать пожизненное платное обслуживание и предоставлять всестороннюю техническую поддержку и необходимые аксессуары для оборудования.
12. Документация, прилагаемая к поставке Монтажные чертежи: строительные чертежи фундамента оборудования и монтажные чертежи оборудования
◆ проектные чертежи: чертежи приспособлений и оборудования
◆ Руководство: руководство по эксплуатации оборудования, руководство по техническому обслуживанию и руководство по эксплуатации робота.
◆ аксессуары: список поставки, сертификат и гарантийный талон.



